




















Brand: SainSmart
SKU: 101-90-164
All Colors, TPU Flexible Filament 1.75mm 0.8kg/1.76lb
SKU: 101-90-164
508
$29.99



Why Choose SainSmart TPU?
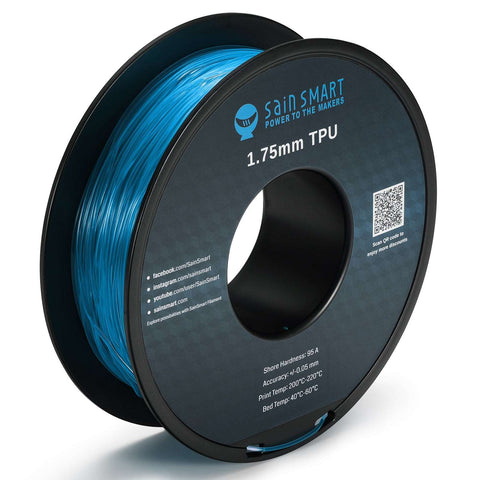
SainSmart TPU gains popularity among 3D Printing community for its balance of rigidity and flexibility. In addition, with a 95A Shore Hardness and improved bed adhesion, it is easier to print even with a stock elementary 3D Printer like the Creality Ender 3 S1 PRO. SainSmart TPU will not disappoint if you are looking for flexible filament. From drone parts, phone cases, to small toys, all can be printed with ease.
Printing Tips
- A consistent and slow feed rate is key to successful printing with TPU.
- As a hygroscopic material, TPU absorbs moisture easily, drying the filament before printing allows for a smooth finish.
- Printing TPU Filament with a direct drive extruder is recommended, though it is possible to print with a Bowden extruder, it requires more tweaking.


New Product Design
Our TPU Filaments will be greeting you with its brand
new look starting from Early March, 2021. This transition to new packaging will occur over a
number of months. During this transitional period, the filaments you received may contain a
mixture of current and new packaging. There are no major changes to these products, and the
print quality remains the same.
Electrifying & Intense
SainSmart TPU filament is renowned for its high quality and ease of use, offering you flexible
and strong parts with consistency and smooth finish.
Wide Compatibility
It is compatible with most FDM printers on the market that use 1.75 mm filament, including
Creality, Prusa i3, Monoprice MakerSelect & Qidi, and other RepRap printers.

95A Hardness
With a 95A Shore Hardness, SainSmart TPU
Filament maintains a carefully balance between rigidity and flexiblity, making
it one of the easiest flexible filament to work with.

Smooth Extrusion
SainSmart TPU Filament takes advantage of
advanced quality control measures to achieve dimensional accuracy and
consistency, enabling smooth extrusion.

Improved Layer Adhesion
SainSmart TPU Filament comes with improved
layer adhesion, zero bubbles and less warping, all of them contribute to the
smooth result of your prints.

Profile Ready
Printing profiles are available for
popular 3d printers like the Creality Ender-3 series, SainSmart Coreception, and
Prusa i3 MK3. Download and start your printing right away. (Click
Here)
Works




SPECIFICATIONS
- Filament Diameter: 1.75 mm
- Weight: 800g /1.76lb
- Dimensional Accuracy: +/- 0.05 mm
- Extruder Temp: 200°C -220°C
- Bed Temp: 40°C-60°C
Recommended Printer Settings
- Print Nozzle: 0.4 – 0.8 mm
- Extruder Temperature: 195 – 230 oC
- Print Bed Temperature: 40 – 60 oC
- Cooling Fan: On
Printing Tips For Bowden Drive Printers
- Print Slower: 15 – 30 mm/s
- First Layer Settings: 100% Height. 150% Width, 50% Speed
- Disable Retraction: Should reduce oozing and string
- Cooling Fan: On after the first layer
- Increase Multiplier: 1.1, should increase bonding
- Do not over extrude filament when loading. As soon as the filament starts protruding from the nozzle, stop. Loading any faster will cause the filament to get caught in extruder gear.
- Feed the filament directly to the extruder, and not through the feeder tube. This reduces back tension in the filament as well as drag, ensuring proper feeding.
WHAT'S IN THE PACKAGE
- 1x SainSmart TPU Flexible Filament 1.75mm 0.8kg vacuum-sealed
- ⏩ Print Setting On MK2
- ⏩ Printing TPU Video